Redmer Controls Inc. · ~2003–~2010 · LUCHT Digital · ISA
The world's first digital multi-printer — without compromise.
The DVP2 brought the time-saving accessories that professional photo labs had given up on — quadrant backprinting, package cutting, optical text marking, single-and-package punching — onto a fully-digital, patent-pending exposure platform. Built on a Sony 8-megapixel LCD-array print engine, a 1.5" lens-shuttle system that printed 95% of exposures without any lens movement, a GE Fanuc S2K servo paper advance, and a Microsoft Visual Basic 6.0 controller running 18 subsystems on Windows 2000 / XP. A three-company partnership: LUCHT Digital (the cabinet and lamphouse — "the world's most popular package printer"), Redmer Controls Inc. (the entire controller-software stack), and ISA / Imager Service Associates (prime contractor + distributor to the professional photo-lab industry). Productivity: 500–900 8×10 prints per hour, server dependent.
A time-tested Lucht framework, fitted with a Sony 8-megapixel digital negative.
LUCHT Digital's VP-2 was already the world's most popular package printer — its reputation for high-quality output and dependability earned across more school photo labs than any other printer on the market. The DVP2 fitted that proven cabinet, the LSB-3 lamphouse, and the existing 11×14 format with a new digital exposure engine: a Sony 8-megapixel high-definition LCD array, patent-pending optical correction, a 1.5" lens-shuttle system that eliminated lens travel on 95% of exposures, and a GE Fanuc S2K-series servo paper advance designed to keep up with the printer's new output speed. Enhanced mechanical components throughout — commercial-grade, industrial-strength, designed for 24/7 production-floor service.
Sony 8-megapixel LCD-array print enginePatent-pending digital exposure system built around a high-definition Sony 8-megapixel LCD panel — the Mullersohn array. The LCD acts as the printer's "digital negative": the lamphouse projects through the array, the array renders the image, the lens images it onto RA-4 color paper. Fully upgradeable to future LCD generations so labs could buy in once and grow with the technology.
1.5" lens-shuttle system — 95% of exposures, zero lens travelThe DVP2 reduced lens travel from the VP-2's 7" to just 1.5" — letting the printer expose 95% of jobs without any lens movement at all. Reduced exposure times, increased throughput, and one fewer mechanical wear path on the production-floor unit. The speed innovation that made the brochure's 900-prints-per-hour productivity claim achievable on a server-fed network workload.
GE Fanuc S2K servo paper advanceHigh-speed paper advance driven by a GE Fanuc S2K Series Motion Controller (IC800SSI104D2-AD) and an SL-Series 400W AC servo motor (IC800SLM040N1KE25A) over an RS-232 9600 8-Odd-1 link. 3000 RPM rated, 33.6 in-lb peak torque, 10,000 counts/rev feedback, 8 digital inputs / 6 digital outputs (optically isolated 12–30 V DC source-sink), and full velocity / position / torque control modes — the production-floor motion-control discipline behind the printer's new output speed.
11"×14" max format · 320 dpi @ 8"×10"Maximum print size 11"×14"; resolution 320 dpi at 8"×10" and 250 dpi at 11"×14". RA-4 color paper, standard or digital, in 10" or 11" roll widths up to 575' per roll. Sub-wallet, wallet, 3.5×5, 5×7, 8×10, 11×14, and a full split / package / alacarte / multipackage definition layer — the print formats school and event photo labs lived on, all on one cabinet.
1000-Watt LSB-3 lamphouseSingle 1000-Watt lamp, subtractive filter flags for color control, built-in translator and regulator, mirrored mixing chamber for even exposure across the 11"×14" format. Carried over from the proven VP-2 lamphouse — the part of the printer LUCHT had already shipped into thousands of photo labs and that didn't need to be reinvented to ship the digital generation.
Commercial-grade, designed for 24/7 servicePer the brochure: "The DVP2's completely new electronic controls are commercial grade, industrial-strength components designed for 24/7 use. Labs will find them readily available and easily replaceable." Negative-table 90° automatic rotation, stepper paper advance, lens-drive assemblies, daylight canister load, automatic roll-film advance, stepper paper mask. The accessory ecosystem the photo industry depended on — preserved on the digital platform.
Eighteen subsystems, one Microsoft Visual Basic 6.0 controller, every photo-lab front-end in the industry.
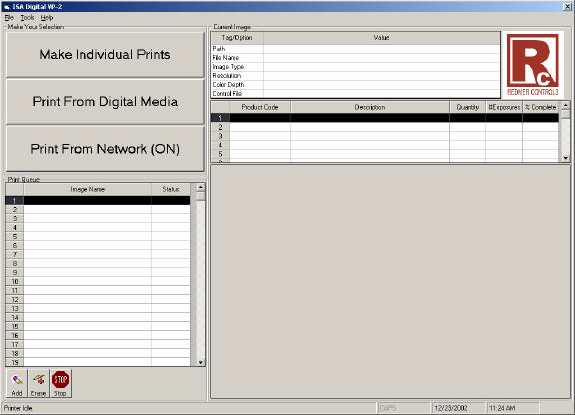
Redmer Controls Inc.'s DVP-2 Controller — written in Microsoft Visual Basic 6.0 for Windows 2000 / XP — drove every electrically-active component in the cabinet (the Mullersohn LCD array, the Lucht Optical Marker, the Lucht / Bremson dual back writers, the Stepping Paper Mask, the PPM and SSPM solenoid banks, the lenses, the rotary table, the pan and IRIS shutters, the paper / platen / door sensors). Eighteen named subsystems, including a Hot Folder Processor that pulled control files from every major photo-lab front-end (Kodak DP-2, Express Digital, TimeStone, Axiohm, OZE), a Shooter Data Manager for on-the-fly order editing at the printer console, a White Space Fill image renderer, and a Database Management System.
The 18-subsystem controller
Main Screen · Manual Print Mode · Hot Folder Processor · Image Render Engine · Product Catalog · Paper Advance · Digital I/O · Serial Marker · Stepping Paper Mask · SSPM · PPM · LCD · System Timing · System Maintenance · Database Management · Error Handling · White Space Fill · Help · SDK. Each subsystem had its own maintenance window — the Paper Advance Maintenance, Marker Bar Maintenance, and Digital I/O Maintenance screens shown above are three of the eighteen.
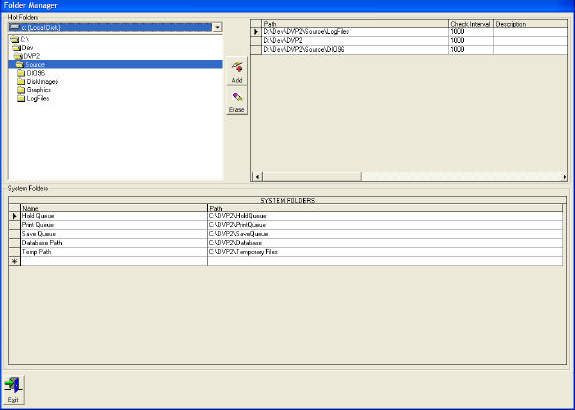
Hot folders from every major lab front-end
Networked hot-folders from Kodak DP-2, Express Digital, TimeStone, Axiohm, and OZE — the lab front-ends that ran the photo industry in 2003 — dropped order files into watched folders and the DVP2 picked them up automatically. Kodak DP-2's verbatim control-file format (FILENAME / COPIES / EOO / CENTER / RESOLUTION / TONESCALE / LUTFILENAME / PAPFILENAME / MULTIPUNCH / BACKPRINTING / DELETEFILE / APPLY_LUT / APPLY_PAP / PAGE_ID) was supported one-to-one through the Control File Template Definition feature. The Folder Manager UI separated Hot Folders (administrator-defined input paths) from System Folders (Hold Queue / Print Queue / Save Queue / Database / Temp).
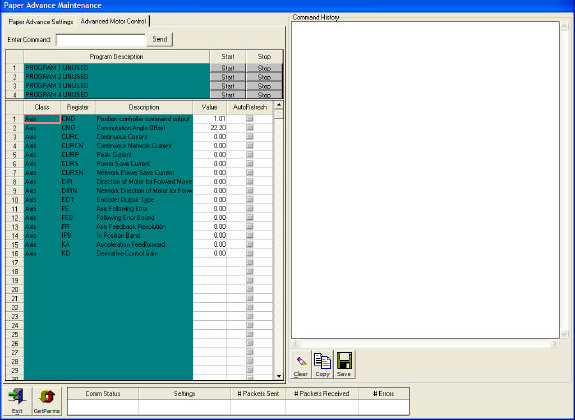
GE Fanuc servo control over RS-232
The Paper Advance Maintenance window provided two tabs (Paper Advance Settings + Advanced Motor Control) plus a Command History pane that captured every serial frame to and from the GE Fanuc S2K motion controller — savable to ASCII for remote troubleshooting. Each advance had its own PSA / MAC / MDC / MJK / MVL / MVA parameter row (Position Set Absolute / Motion Acceleration / Motion Deceleration / Motion Jerk Percentage / Motion Velocity / Motion Absolute distance). A bottom-status bar carried Port # + Packet Errors for live link diagnostics.
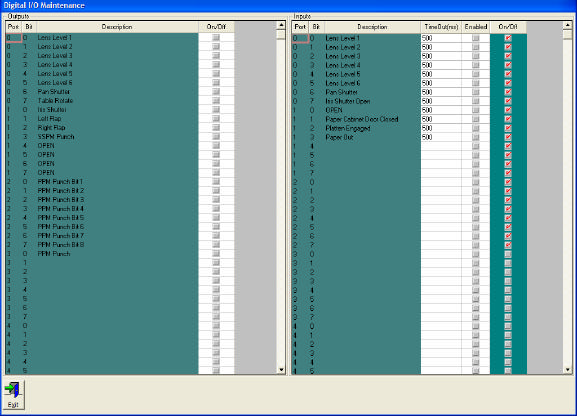
The Digital I/O Maintenance window exposed every output bit and every input sense the controller drove. Outputs: Lens Level 1–7, Lens Shuttle, Iris Shutter, Tablet Holder, Fan Shutter, Left Punch, Right Punch, SSPM Punch, PPM Punch BK1–BK6, Pin Shutter, plus reserve OPEN bits. Inputs: Lens Level senses, Iris and Pin Shutter status, Rotary Encoder, Platen Engaged, Paper Out, Paper Bar — each with per-channel ON/OFF state, Time Out interval, and Enabled flag for production-floor diagnostics.
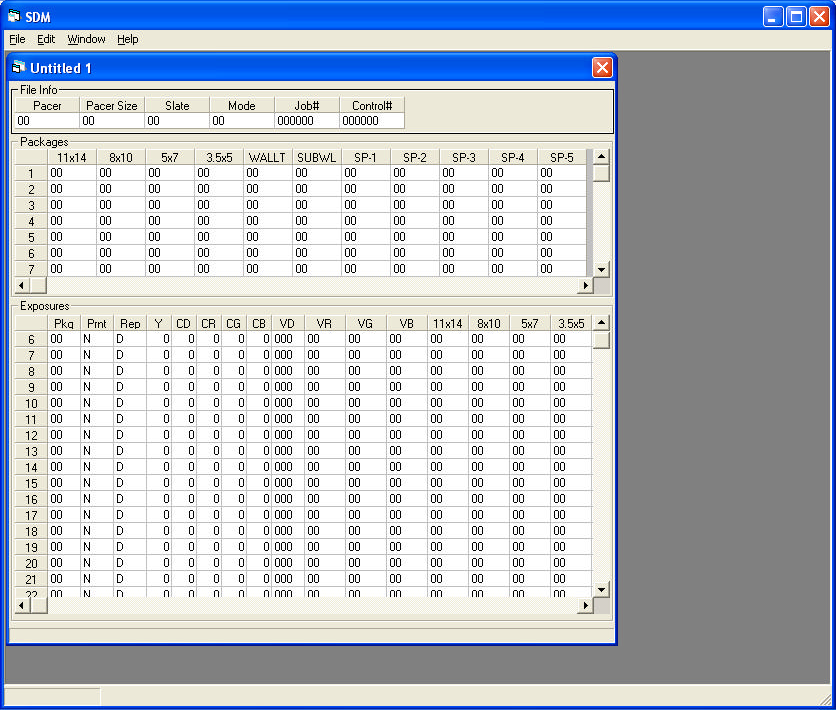
Shooter Data Manager — at-the-printer order editing
The DVP-2 Controller embedded a subset of the standalone Shooter Data Manager (SDM) application so operators could edit Order / Frame data live at the printer console — without bouncing back to a separate workstation. Packages grid (11×14 / 8×10 / 5×7 / 3.5×5 / WALLT / SUBWL / SP-1..SP-5) over an Exposures grid (Pkg / Print / Reprint / CD / CR / CG / CB / VD / VR / VG / VB) — the fixed-format SDM file ("Shooter System / ColorFlex File Processing" in the spec — 24-byte Control Record + 22-byte Package Definition Records + 92-byte Frame Records, exactly 94,310 bytes per file).
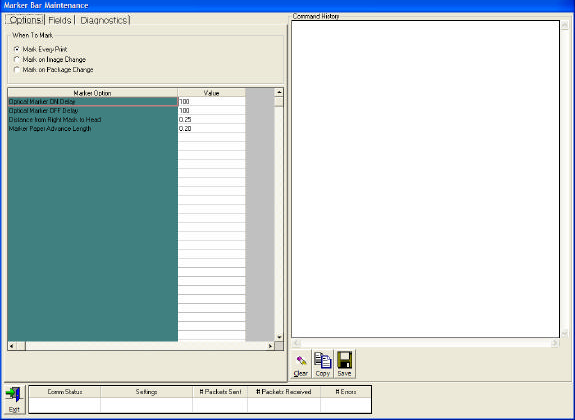
Serial Marker subsystem — optical text marking + dual back writers
The Serial Marker subsystem drove the Lucht Optical Marker and the Lucht / Bremson dual back writers — the printer's text-and-mark finishing chain. The Marker Bar Maintenance window let operators set when to mark (every print / on image change / on package change), tune the Optical Marker ON-Delay and OFF-Delay, set the Distance from Right Mask to Head, and define the Marker Paper Advance Length. A Command History pane on the right captured every serial frame to and from the marker hardware — savable to ASCII for remote troubleshooting — alongside a footer status bar tracking Comm Status, Packets Sent / Received, and Errors. The optical, non-RIPed text marker is what made it possible to back-print job text, customer text, and frame metadata directly onto every print on the digital workflow — without going back through a separate marking pass.
Three companies, one cabinet, the world's first digital multi-printer
LUCHT Digital + Redmer Controls + ISA — partnership-built for the professional photo-lab industry.
The DVP2 was a three-company partnership. LUCHT Digital supplied the cabinet, the LSB-3 lamphouse, and the mechanical platform — the proven VP-2 framework already running in more school photo labs than any other printer on the market. Redmer Controls Inc. wrote the entire DVP-2 Controller software stack — 18 subsystems, every electrically-active component in the cabinet, every networked lab front-end. ISA / Imager Service Associates was the prime contractor and distributor, selling the finished DVP2 to professional photo labs alongside the existing VP-2 fleet trade-in program. Splash-screen attribution on the shipped application: "ISA / Lucht DVP-2 · For Windows 2000, XP, & .NET · Version 1.0.16 · (c) 1992-2002 Redmer Controls Inc."
Era
~2003–~2010
Partnership
LUCHT Digital · Redmer Controls Inc. · ISA
Productivity
500–900 8×10 prints/hour (server-dependent)
Print engine
Sony 8 MP LCD array · patent-pending exposure
Why this case study matters
The major engineering-software case study from Redmer Controls Inc.'s product line.
The world's first digital multi-printer
The DVP2 was, per its own brochure, "the digital multi-printer without compromise" — the first digital printer that allowed access to the time-saving accessories (quadrant backprinting, package cutting, optical text marking, single-and-package punching) that many photo labs had given up to maintain a digital workflow. That instinct to retire a legacy mechanical capability INTO a digital successor without losing what the customer base already depended on is the same engineering posture that runs through A1SI's current product line — from CVWS's legal-for-trade weighmaster workflow to TERM's 21 CFR Part 11 audit transcripts to EMDT's regulated medical-device tracking.
Built for 24/7 production-floor service
Per the brochure, the DVP2's electronic controls were "commercial grade, industrial-strength components designed for 24/7 use" — and the controller's Paper Advance Maintenance, Marker Bar Maintenance, Digital I/O Maintenance, and Problem Report windows were designed for line-side diagnostics on the production-floor unit. Same posture A1SI ships under today: every operator-facing maintenance surface designed to be readable on the floor, every serial-link Command History saveable to text for remote troubleshooting, every channel ON/OFF + Time Out + Enabled flag visible in one window.
Open integration with every major front-end
The DVP-2 Controller's Hot Folder Processor consumed control files from every major photo-lab front-end of the era — Kodak DP-2, Express Digital, TimeStone, Axiohm, OZE — through a Control File Template Definition that mapped each vendor's fields one-to-one into the printer's database. That commitment to open, vendor-neutral integration informs every A1SI product line today: CVWS's open-protocol Laumas CLM8 weighing bridge, A1SI-CRM's 13+ social-platform connectors, EMDT's open device-scan ingest, the Wireless Bridges line's open-protocol RS-232 / Modbus RTU / PS-2 / Microsoft Serial Mouse coverage.
Need a controller that drives 18 subsystems on the production floor?
A1SI has been building production-floor controllers since 1997 — DOS/FoxPro/Watcom-C on the Ford FN-145 seat testers, Visual Basic 6.0 on the DVP2, C#/.NET on the GM ATEC EPROM programmer, and Python + Django + React Native + embedded ESP32 / NVIDIA Jetson today. Same engineering posture across every era: operator-readable maintenance surfaces, savable diagnostic transcripts, open integration with every vendor in the supply chain. If your production line needs a controller that grows with the operator workflow, we'd like to hear about it.
"LUCHT", "LUCHTdigital", "Lucht Engineering", "VP-2", "DVP-2", and "DVP2" are trademarks associated with Lucht Engineering Inc. / LUCHT Digital. "ISA" and "Imager Service Associates" are trademarks associated with Imager Service Associates, Inc. (Bloomington, MN). "Mullersohn" is a trademark associated with the Mullersohn LCD-array product line. "Sony" is a trademark of Sony Corporation. "GE Fanuc" is a trademark associated with the GE Fanuc Automation product line (now part of Emerson Electric Co.). "Kodak", "DP-2", and "PhotoCD" are trademarks of the Eastman Kodak Company. "Microsoft", "Windows", "Visual Basic", "Visual Studio", and ".NET" are trademarks of Microsoft Corporation. "Dell", "Precision", and "OptiPlex" are trademarks of Dell Inc. "IBM" is a trademark of International Business Machines Corporation. "Pentium" is a trademark of Intel Corporation. "Express Digital", "TimeStone", "Axiohm", "OZE", and "Fuji Frontier" are trademarks of their respective owners. "Olan Mills" is a trademark associated with the Olan Mills Studios brand. The case study above describes engineering work performed by Redmer Controls Inc. (2001–2005), the predecessor business that informed the engineering posture A1 Systems Integrators (A1SI) ships under today, in a three-company partnership with Lucht Engineering Inc. / LUCHT Digital and Imager Service Associates, Inc. The case study is preserved on this page as historical portfolio and pedigree — not as a currently shipping product offering. A1SI is not affiliated with or endorsed by LUCHT Digital, Lucht Engineering, Imager Service Associates, Sony Corporation, GE Fanuc Automation, Emerson Electric, the Eastman Kodak Company, Microsoft Corporation, Dell Inc., IBM, Intel, or any other named third party today; IP ownership of any deployed derivatives belongs to the respective program owners.